37� JICThis connection is widely used in hydraulic systems. When the straight threads are engaged, the 37� male seat seals on the 37� female flare seat.A 37� fitting body will accept both inch and metric tube by changing the sleeve. The 37� adaptor body and nut are available with inch and metric hex, as well as a variety of port end configurations. 
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
JIC Fitting Assembly
1: Cutting, deburring, and cleaning of the tube
2: Flaring
3. Flare inspection
4: Installation
Flaring
Several flaring methods, ranging from simple hand flaring to hydraulic/electric power flaring, are available. Power flaring is quicker and produces more accurate and consistent flares compared to hand flaring. Therefore, it is a preferred method of flaring. Hand flaring should be limited to places where power flaring tools are not readily available.
Prior to flaring, determine the tube length allowance using Table 1. This tube length allowance should be added to the cut tube length to allow for the "loss" of tube caused by flaring.
|

|
|||||||||||||||||||||||||||||||||||||||||||||||
Flare Inspection
Inspect flare for dimensions and surface quality. The sleeve can be used for a quick check of the flare dimensions as shown in Figure 2.
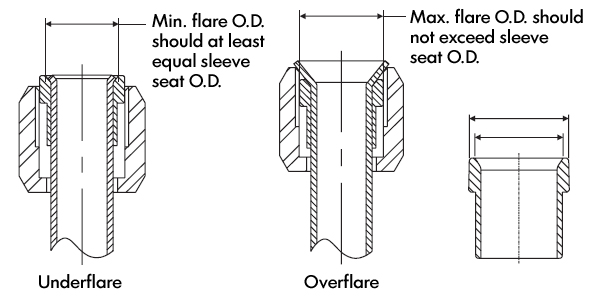
Figure 2 - Comparing flare O.D. with sleeve seat and O.D.
Underflaring (see Figure 3) reduces contact area causing excessive nose collapse and leakage; or, in extreme cases, tube pull out under pressure.
Overflaring (see Figure 3) causes tube nut thread interference, either preventing assembly altogether, or giving a false sense of joint tightness resulting in leakage.
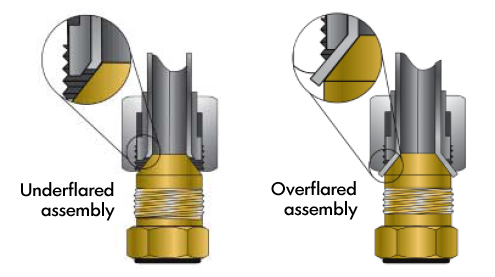
Figure 3 - Underflaring & Overflaring
The flare must be reasonably square and concentric with the tube O.D.; and it's surface must be smooth, free of rust, scratches, splits, draw marks, weld beads, burrs, embedded chips, or dirt. If the flare does not meet these requirements, cut it off, take corrective action, and reflare.
Installation
Improper flaring or installation causes over 1/2 of the leakage problems with flared fittings. Therefore, proper installation is critical for a trouble free operation.

Figure 4 - Improper bend and short tube
Align the tube on the flare (nose) of the fitting body and tighten the nut using one of the two methods below.
- Flats from Wrench Resistance (FFWR) or "Flats" method
- Torque method
Flats Method
Tighten the nut lightly with a wrench (approximately 30 in.lb.), clamping the tube flare between the fitting nose and the sleeve. This is considered the Wrench Resistance (WR) position. Starting from this position, tighten the nut further by the number of flats from the Torque Chart. A flat is referred to as one side of the hexagonal tube nut and equates to 1/6 of a turn.
This Flats Method is more forgiving of the two. It circumvents the effects of differences in plating, lubrication, surface finishes, etc., that greatly influence the torque required to achieve proper joint tightness or clamping load. Therefore, it is recommended to use this method wherever possible, and especially where the plating combination of components is not known, and during maintenance and repair where components may be oily.
| Condition | Recommended Tightening Method |
|---|---|
| Plating of all components is the same | Either method will work |
| Plating is mixed | Use FFWR Method |
| Plating of nut and sleeve/hose end is unknown | |
| Parts are oily | |
| Stainless or brass components |
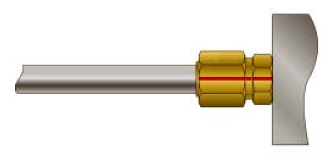
It is recommended that wherever possible, the step of marking the nut position relative to the body should be done. This step serves as a quick quality assurance check for joint tightening. To do this, at the initial wrench resistance position, make a longitudinal mark on one of the flats of the nut and continue it on to the body hex with a permanent type ink marker as shown in Figure 5. Then, at the properly tightened postion, mark the body hex opposite the previous mark on the nut hex.
|
|
These marks serve 2 important functions:
|
The flats method is slower than the torque method, but it has the 2 advantages described earlier, namely, circumvention of plating differences and a quick visual check for proper joint tightening.
Torque Method
With proper tube flare alignment with the nose of the fitting, tighten the nut to appropriate torque value. This method is fast & accurate when preset torque wrenches are used. Consistent component selection is recommended so that the effects of dissimilar plating is not an adverse factor in joint integrity. This makes it desirable for high production assembly lines. However, a joint assembled using the torque method can only be checked for proper tightening by torquing it again.
Note: This method should not be used if the type of plating on the fitting and mating parts (sleeve & nut/hose swivel) is not known. The torque method should not be used for lubricated or oily parts as improper clamping forces may result. Over-tightening and fitting damage may occur as a result.
| Thread Size | Assemly Torque (in-lb) | Assemly Torque (ft-lb) | Tube Connection FFFT | Swivel Nut or Hose FFFT |
|---|---|---|---|---|
| 2 | 35 - 45 | 2 - 4 | N/A | N/A |
| 3 | 65 - 75 | 5 - 7 | N/A | N/A |
| 4 | 130 - 150 | 11 - 13 | 2 | 2 |
| 5 | 165 - 195 | 14 - 16 | 2 | 2 |
| 6 | 235 - 265 | 20 - 22 | 1.5 | 1.25 |
| 8 | 525 - 575 | 43 - 47 | 1.5 | 1 |
| 10 | 650 - 750 | 55 - 65 | 1.5 | 1 |
| 12 | 950 - 1050 | 80 - 90 | 1.25 | 1 |
| 14 | 1200 - 1300 | 100 - 110 | 1 | 1 |
| 16 | 1400 - 1500 | 115 - 125 | 1 | 1 |
| 20 | 1900 - 2100 | 160 - 180 | 1 | 1 |
| 24 | 2250 - 2550 | 185 - 215 | 1 | 1 |
| 32 | 3000 - 3400 | 250 - 290 | 1 | 1 |